Consider Machine Alignment to Avoid Equipment Failures
Tags: maintenance and reliability
After several years of working in maintenance, I have found that there’s no replacement for proper machine alignment. In every training course I teach for Noria, I explain that there isn’t a lubricant that can protect against misalignment.
With this in mind, along with the thousands of machines that die every year due to improper alignment, it’s time to take the necessary steps to further your reliability program.
When performed correctly, an alignment can be an essential part of a proactive maintenance plan. The variety of methods and tools available makes it easy to justify investing the time to do the job right. With that said, my first alignment experience involved following an old-timer around as he showed me the ropes.
After we set the new motor atop our hydraulic press and cleaned out the old grease from the grid coupling, he used a small 6-inch ruler or straight edge and laid it across the coupling halves. There was some shimming of the motor to get it parallel with the hydraulic pump shaft, but the whole process was “eyeballed.”
Over time, what I learned from this experience was that the drive end of the motor ran hotter, the grease was almost always hardened or turned to dust, and we had to replace a broken coupling quite often.
From this practice, it’s safe to assume that we were a reactive maintenance culture, and we were. We never questioned why the coupling disintegrated or why the motors kept failing.
With a change of employers came a new culture and the desire to have a reliable plant. One of the first steps was purchasing a laser alignment tool, but this was only the start.
Once we received formal training and began performing more machine alignments, we were able to achieve proper alignment quicker each time. It sure beat the previous methods of using straight edges and dial indicators. We also saw a reduction in failed bearings and couplings across the plant.
Identifying Misalignment
Proper machine alignment can be summed up in a simple statement: The shafts are aligned in both the horizontal and vertical planes. Misalignment takes place when the shafts are not parallel or a shaft has an angular misalignment.
Parallel misalignment means that an offset of the shafts has occurred. Angular misalignment refers to when the shafts run at an angle to one another. Sometimes both parallel and angular misalignment may be present and need to be corrected.
Parallel misalignment can be seen in the horizonal and vertical planes. Vertical misalignment usually can be remedied by adding or subtracting shims from the motor or machine feet. Horizontal misalignment requires side-to-side movement of the motor or machine until the centerlines match. Angular misalignment can also occur in the vertical and horizontal planes.
Effects of Misalignment
The effects of misalignment can be catastrophic to a machine. Coupling damage is the most common symptom. When a technician pulls the coupling halves apart for internal inspection, the grid or teeth may be affected, resulting in replacement of the entire coupling. Of course, this only masks the true problem hidden inside the motor or machine.
Misalignment also increases friction along the bearing surfaces, which then turns into increased wear, energy consumption and premature breakdown of the machine. Seals can be damaged during any part of the process and lead to leakage. If the issue exists for an extended period of time, the shaft may be impaired as well.
Once the components begin to wear, a simple swap-and-replace is no longer sufficient. If the underlying cause of misalignment is not recognized and corrected, the problem will present itself again and again.
It’s my opinion that misalignment is often overlooked as a root cause of failure. Frequently, the problem is blamed on faulty seals or the bearing installation. It’s not until the maintenance professional receives proper training and gains a better understanding of how detrimental shaft alignment is that the issue can be addressed through corrective alignment.
Predictive Technologies
There are several predictive technologies that can detect misalignment. The most popular options are laser alignment, vibration analysis, oil analysis and thermography.
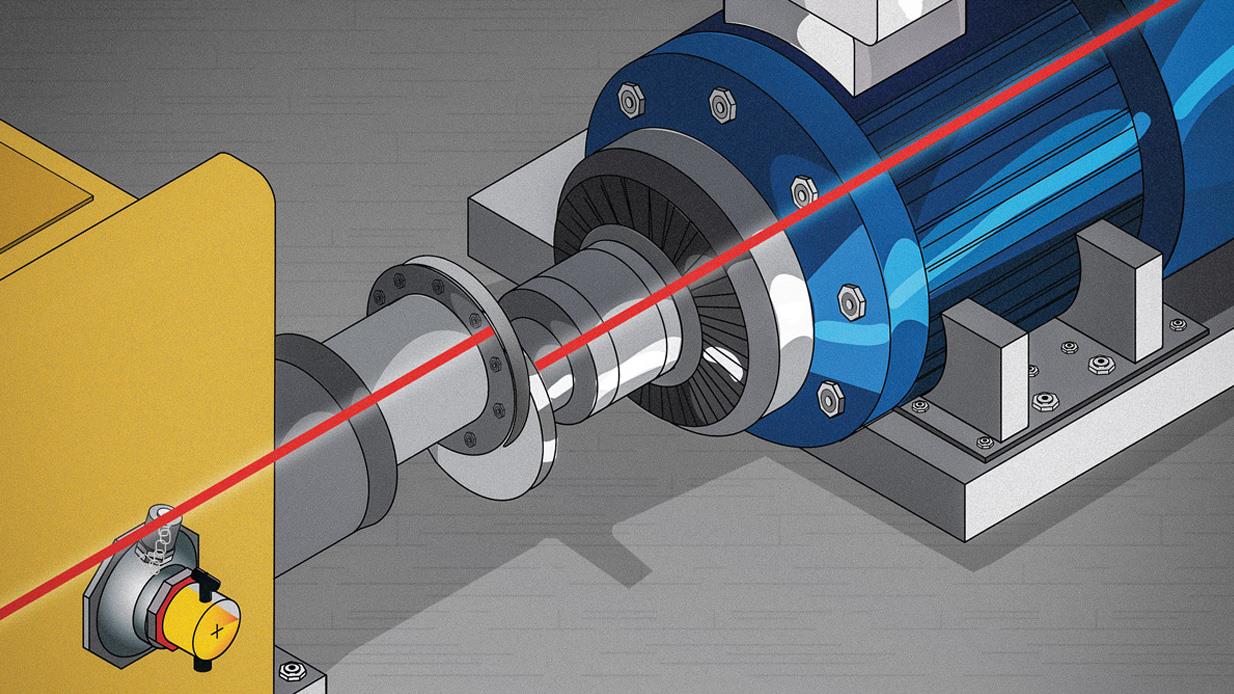
Laser Alignment
Laser alignment makes it simple to align shafts with precision and accuracy. It works by using a laser that is directed into another sensor. This sensor feeds data to a device that deciphers the information and then provides you with accurate data to adjust your equipment.
Once the laser and sensor are strapped to the driver and driven machine, the shafts are rotated and multiple points are read to determine which direction the driver must move.
Laser alignment tools can take into account the equipment’s metallurgy and offer relative metal expansion rates to consider how the machine will expand during operation. A live alignment is also a possibility. For this, the technician aligns the machine as much as possible, then starts the equipment and allows it to reach its operating temperature. After a shutdown, a measurement is immediately taken to establish the machine’s thermal expansion.
By routinely using laser alignment on critical equipment, you can make the necessary adjustments and address other potential issues. However, it isn’t the most practical method for equipment in operation, as it requires a shutdown as well as dedicated hours for maintenance personnel to perform the task. With an increased focus on uptime, you may wish to select a different option when shorter intervals are required.
Vibration Analysis
Vibration analysis can also detect misalignment by analyzing the changes in vibration response, critical speeds and machinery stability when compared to an established baseline. Vibration readings usually are in the 1X range for axial vibration or 2X for radial vibration.
An abnormal result doesn’t always mean there is an alignment problem. Different samples must be taken from both the drive and driven ends to eliminate other possibilities and to determine if misalignment is the issue.
Depending on the extent of the misalignment, vibration analysis may not detect it until a larger problem with the bearings occurs. Therefore, a proper alignment must always be performed first. Screening tools should only be used for detection purposes.
Thermography
Thermography is another method that can provide early detection of alignment issues. Due to the increased friction that exists with misalignment, a rise in temperature will follow. By taking a heat map of the bearing areas, a technician can identify any abnormal hot spots.
When machines are inspected, an increase in temperature is not always alarming. This puts a little more responsibility on the user to compare similar machines and be consistent with spot checks.
Oil Analysis
Oil analysis may also be useful in detecting misalignment by providing the overall condition of the machine, oil and contaminants. It can identify active machine wear earlier than vibration analysis if performed correctly, i.e., sampling from the right location, flushing sample lines, using new sampling hardware, etc. However, without knowing the metallurgy of the machine’s bearings, it can be difficult to establish a direct correlation to misalignment.
Testing for elemental analysis can reveal slight increases in common bearing materials such as iron, aluminum, copper, lead and chromium. This data may serve as the first indication that a problem exists within the machine.
Coupling oil analysis with vibration analysis can be an effective combination for detecting issues early and pinpointing their exact causes. The microscopic appearance of particles related to misalignment will show shapes, sizes, textures and colors commonly associated with two-body abrasion, scuffing and surface fatigue.
Final Thoughts
When setting up machines and trying to determine the root causes of failure, a proper alignment is often overlooked. Even if your team has the appropriate tools and training, you must have detail-oriented people who will stick with the job until it is done right.
I have been on alignment jobs that only took 10 minutes to achieve an accurate alignment. Others have taken the better part of a day or two, depending on whether the motor had to be removed for machining.
Employing the right personnel can make all the difference in an acceptable alignment or a great alignment – and there is a difference. It comes down to how much of a variance you will allow. On small, low-cost or redundant machinery, being within a few thousandths of an inch may be all that’s necessary. On larger machines that can shut down your plant, your goal might be as close to zero as possible.
Focus on proactive alignment and doing it correctly the first time, no matter what it takes. The best maintenance programs also document their results and have back-up measures to predict when something goes awry. By combining different condition monitoring tools, proper training and the right personnel, you should see a decrease in overall failures due to misalignment.